



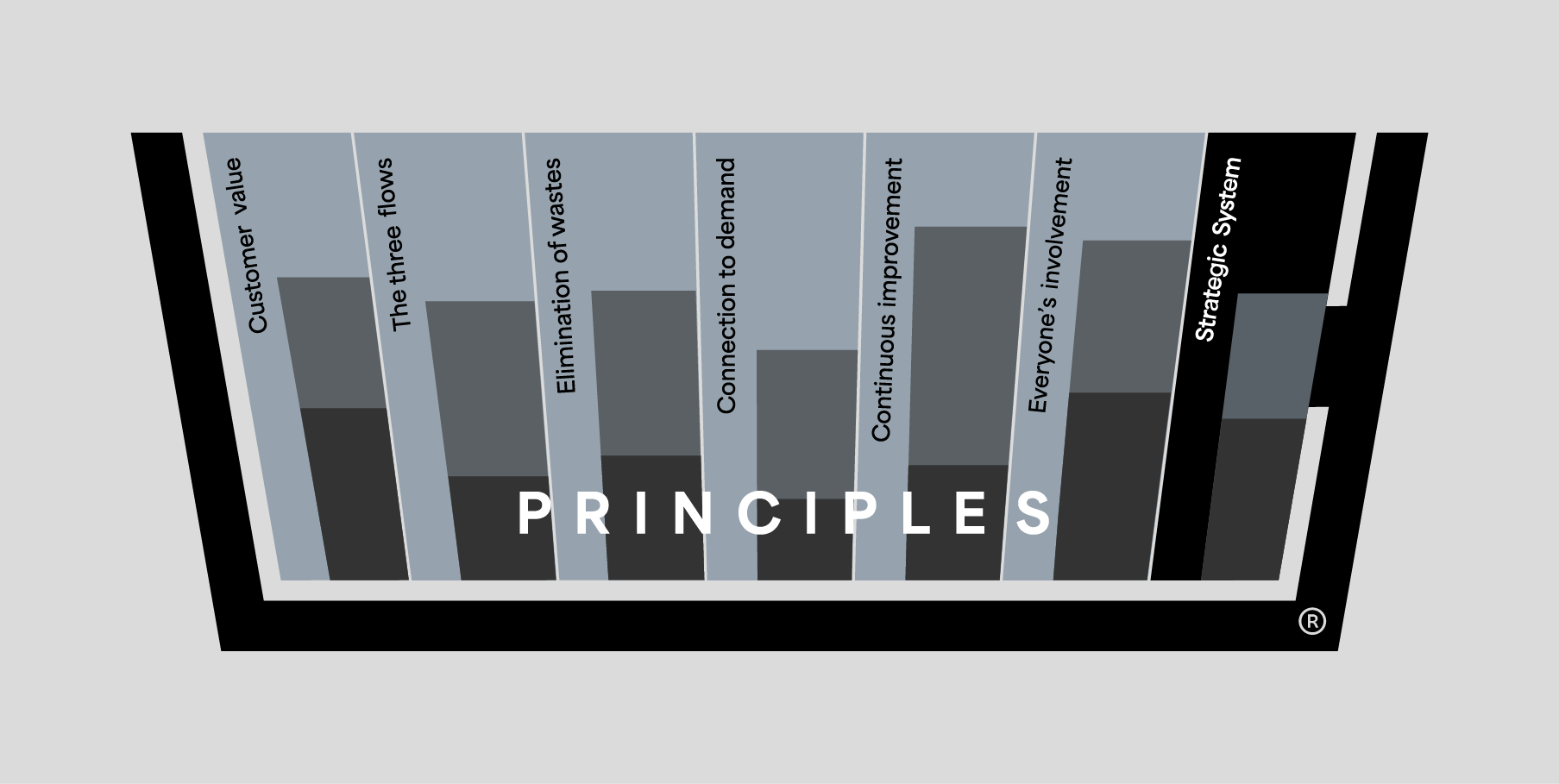
Analiza lacunelor Lean®
Faza indispensabilă pentru măsurarea și analiza proceselor actuale și pentru definirea diferențelor dintre starea actuală și cea dorită. În această primă fază, se realizează o "fotografie" a stării actuale a proceselor în ceea ce privește cuantificarea risipei, identificarea oricăror probleme și oportunități de îmbunătățire, precum și sincronizarea tuturor etapelor. O viziune clară asupra performanței procesului este necesară pentru a identifica cele mai corecte contramăsuri pentru a elimina cauza principală a problemei și pentru a planifica, într-o perspectivă de viitor, activitățile care trebuie realizate - și pe baza căror KPI-uri trebuie măsurate - pentru a-l face mai eficient.
01
02
03
04
05
06
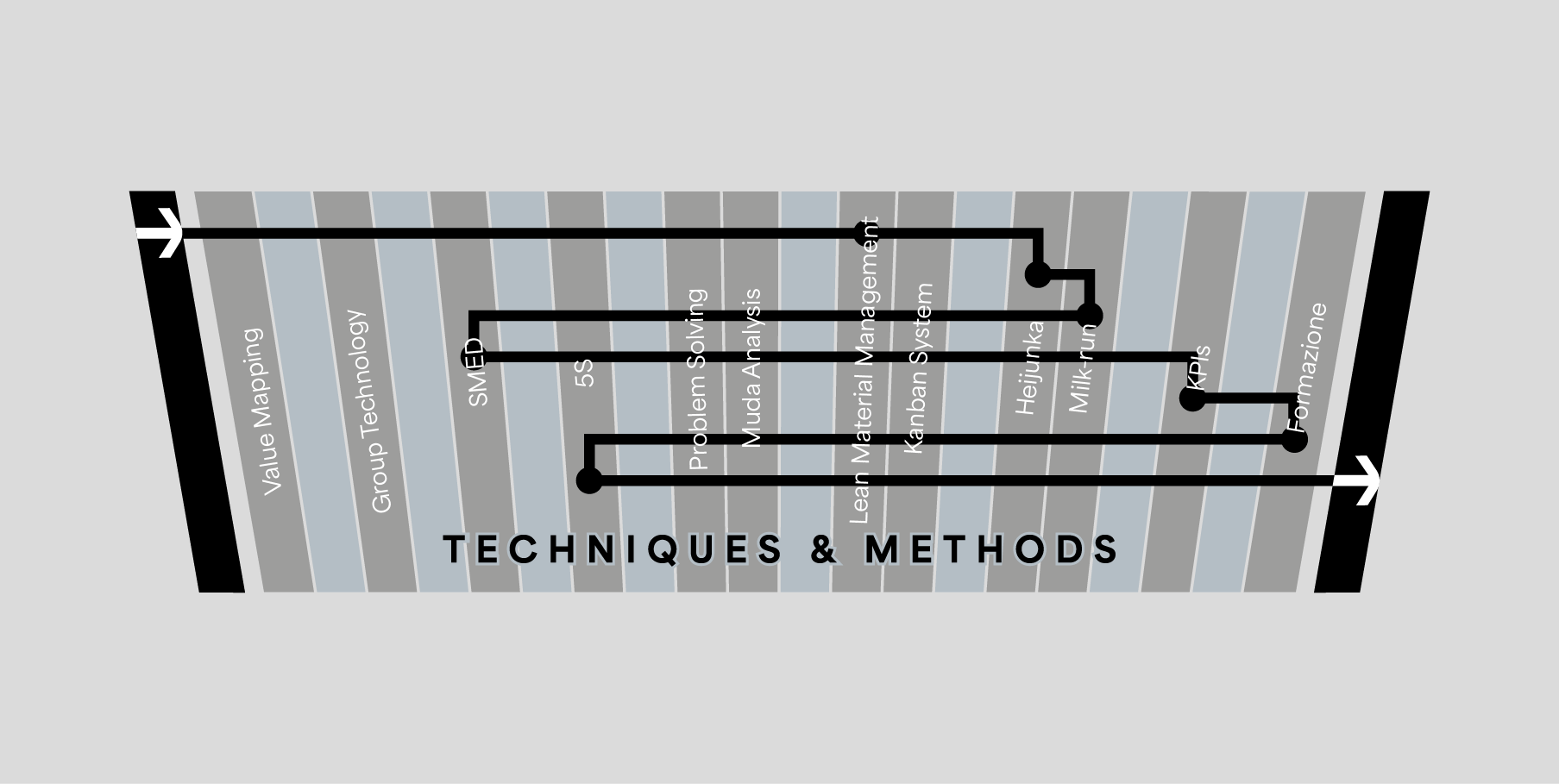
Lean RoadMap®
Faza în care se planifică starea viitoare a procesului analizat din perspectiva mai multor scenarii. Odată ales scenariul cel mai corect din punct de vedere tehnic și economic, se trece la planificarea căii de urmat pentru realizarea acestuia. În Lean RoadMap® apar activitățile pe care trebuie să ne concentrăm și intervalul de timp în care trebuie să le finalizăm.
01
02
03
04
05
06
07
08
09
10
11
12





01
02
Analiza lacunelor Lean®
Faza indispensabilă pentru măsurarea și analiza proceselor actuale și pentru definirea diferențelor dintre starea actuală și cea dorită. În această primă fază, se realizează o "fotografie" a stării actuale a proceselor în ceea ce privește cuantificarea risipei, identificarea oricăror probleme și oportunități de îmbunătățire, precum și sincronizarea tuturor etapelor. O viziune clară asupra performanței procesului este necesară pentru a identifica cele mai corecte contramăsuri pentru a elimina cauza principală a problemei și pentru a planifica, într-o perspectivă de viitor, activitățile care trebuie realizate - și pe baza căror KPI-uri trebuie măsurate - pentru a-l face mai eficient.
01
02
Lean RoadMap®
Faza în care se planifică starea viitoare a procesului analizat din perspectiva mai multor scenarii. Odată ales scenariul cel mai corect din punct de vedere tehnic și economic, se trece la planificarea căii de urmat pentru realizarea acestuia. În Lean RoadMap® apar activitățile pe care trebuie să ne concentrăm și intervalul de timp în care trebuie să le finalizăm.
01
02





Analiza lacunelor Lean®
Faza indispensabilă pentru măsurarea și analiza proceselor actuale și pentru definirea diferențelor dintre starea actuală și cea dorită. În această primă fază, se realizează o "fotografie" a stării actuale a proceselor în ceea ce privește cuantificarea risipei, identificarea oricăror probleme și oportunități de îmbunătățire, precum și sincronizarea tuturor etapelor. Având o viziune clară asupra performanței procesului, este necesar să se identifice cele mai corecte contramăsuri pentru a elimina cauza principală a problemei și pentru a planifica, cu o perspectivă de viitor, activitățile care trebuie realizate - și pe baza căror KPI-uri trebuie măsurate - pentru a-l face mai eficient.
01
02
Lean RoadMap®
Faza în care se planifică starea viitoare a procesului analizat din perspectiva mai multor scenarii. Odată ales scenariul cel mai corect din punct de vedere tehnic și economic, se trece la planificarea căii de urmat pentru realizarea acestuia. În Lean RoadMap® apar activitățile pe care trebuie să ne concentrăm și intervalul de timp în care trebuie să le finalizăm.
01
02






Experții noștri sunt disponibili pentru a vă ghida compania către transformare