

Industry
Headquarters
Subsidiaries



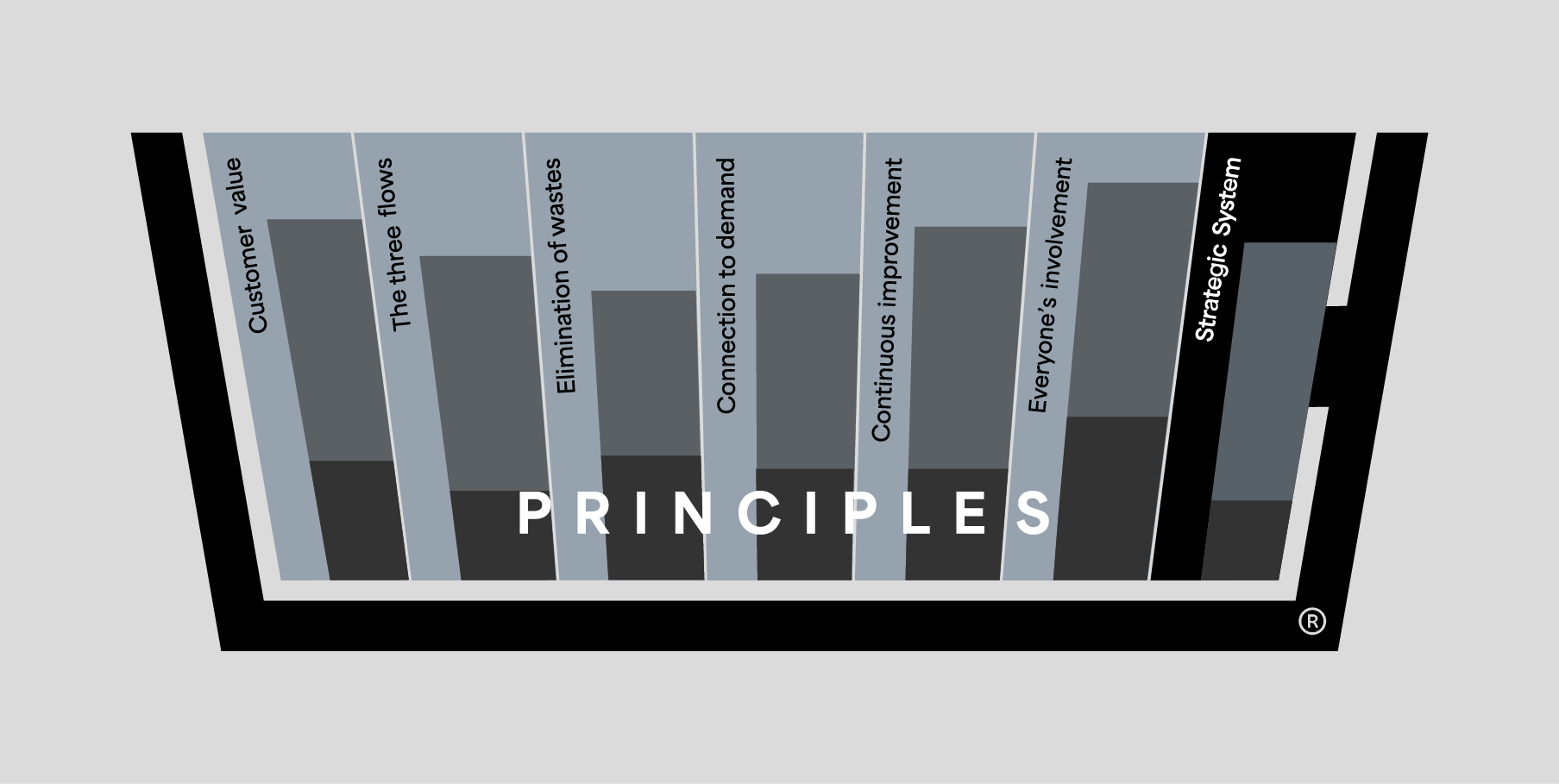
Lean Gap Analysis®
Essential phase to measure and analyze current processes and define gaps between the current and desired state. In this first phase, one goes to "take a picture" of the current state of the processes in terms of quantifying waste, identifying any issues and opportunities for improvement, and timing all steps. Having a clear view of the performance of the process is necessary to identify the most correct countermeasures aimed at removing the root cause of the problem and to design, with a view to the future, the activities to be done - and on which KPIs to measure - to make it efficient.
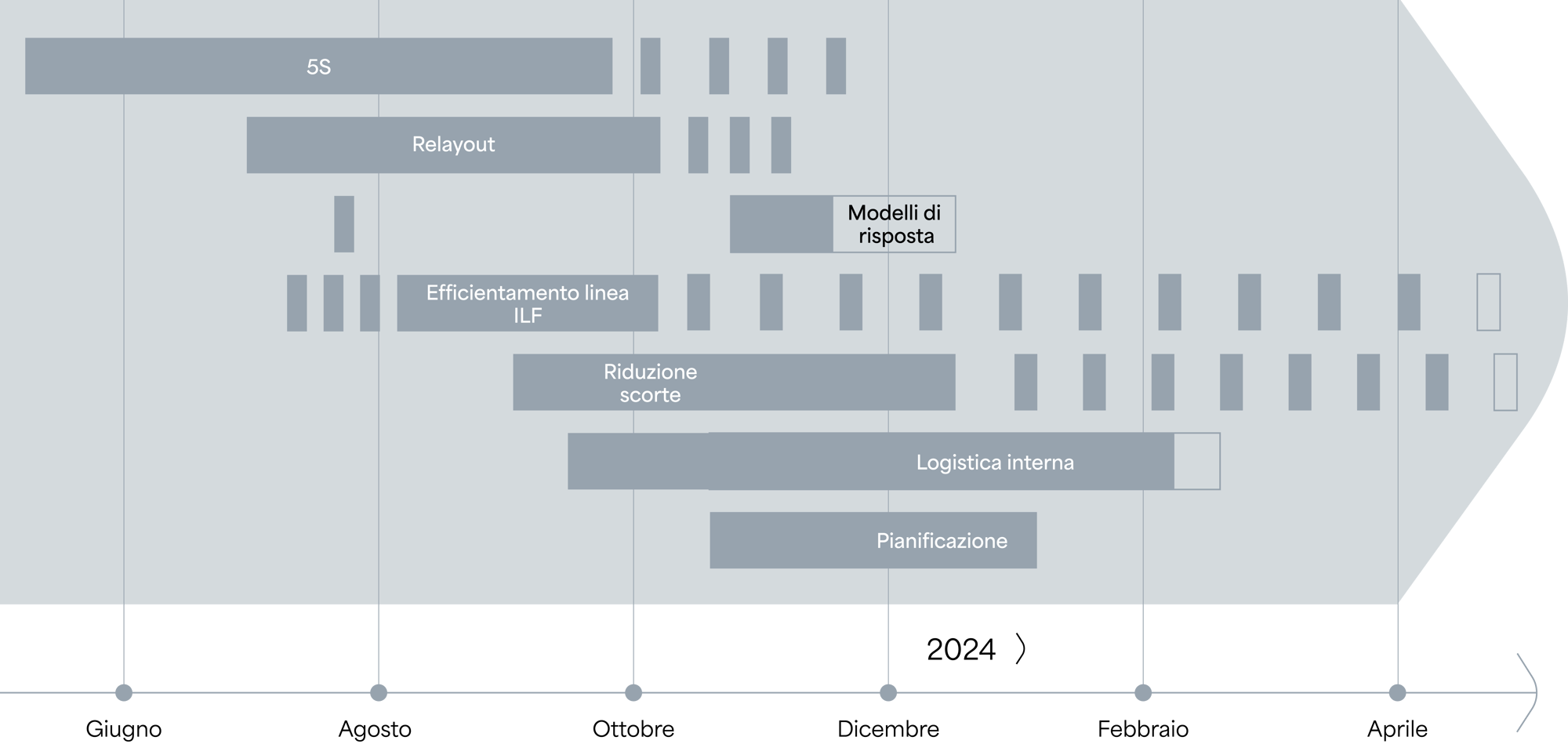
Lean RoadMap®
Stage in which the future state of the analyzed process is planned from a multi-scenario perspective. Once the most technically and economically correct scenario is chosen, we move on to planning the path to be taken to achieve it. In the Lean RoadMap® emerge the activities to focus on and the timeframe with which to complete them.
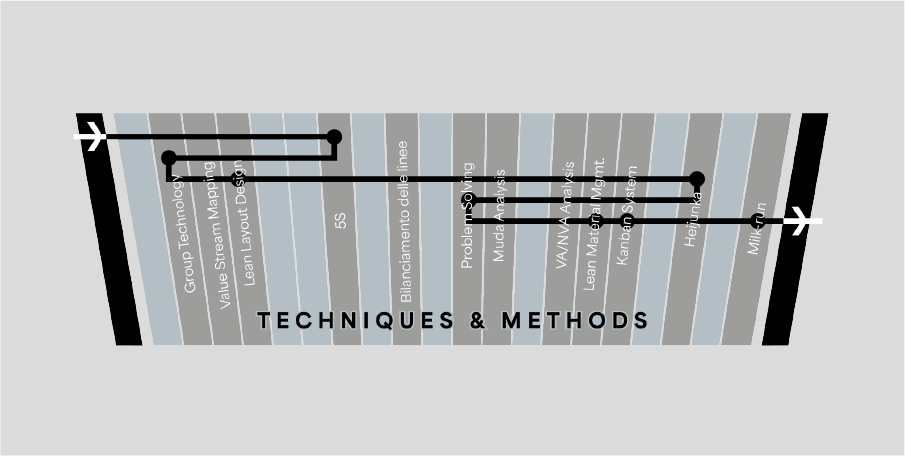
The direction to go
With the aim of reorganizing the different organizational models to better plan the production process, we reorganized the products in the following way:
-
 Make to Stock - machines already ready when the order arrives.
Make to Stock - machines already ready when the order arrives. - Make to Order - material in stock already available to put the order into production.
- Purchase to Order - material must be purchased in order to produce the machine.
- Engineer to Order - when the order arrives the machine must be designed before production can begin.



Our experts on hand to guide your business to transformation