


Industrie
Sediul


Lean Gap Analysis®
Faza indispensabilă pentru măsurarea și analiza proceselor actuale și pentru definirea diferențelor dintre starea actuală și cea dorită. În această primă fază, se realizează o "fotografie" a stării actuale a proceselor în ceea ce privește cuantificarea risipei, identificarea oricăror probleme și oportunități de îmbunătățire, precum și sincronizarea tuturor etapelor. O viziune clară asupra performanței procesului este necesară pentru a identifica cele mai corecte contramăsuri pentru a elimina cauza principală a problemei și pentru a planifica, cu o perspectivă de viitor, activitățile care trebuie realizate - și pe baza căror KPI-uri trebuie măsurate - pentru a-l face mai eficient.

Lean RoadMap®
Faza în care se planifică starea viitoare a procesului analizat din perspectiva mai multor scenarii. Odată ales scenariul cel mai corect din punct de vedere tehnic și economic, se trece la planificarea căii de urmat pentru realizarea acestuia. În Lean RoadMap® apar activitățile pe care trebuie să ne concentrăm și intervalul de timp în care trebuie să le finalizăm.




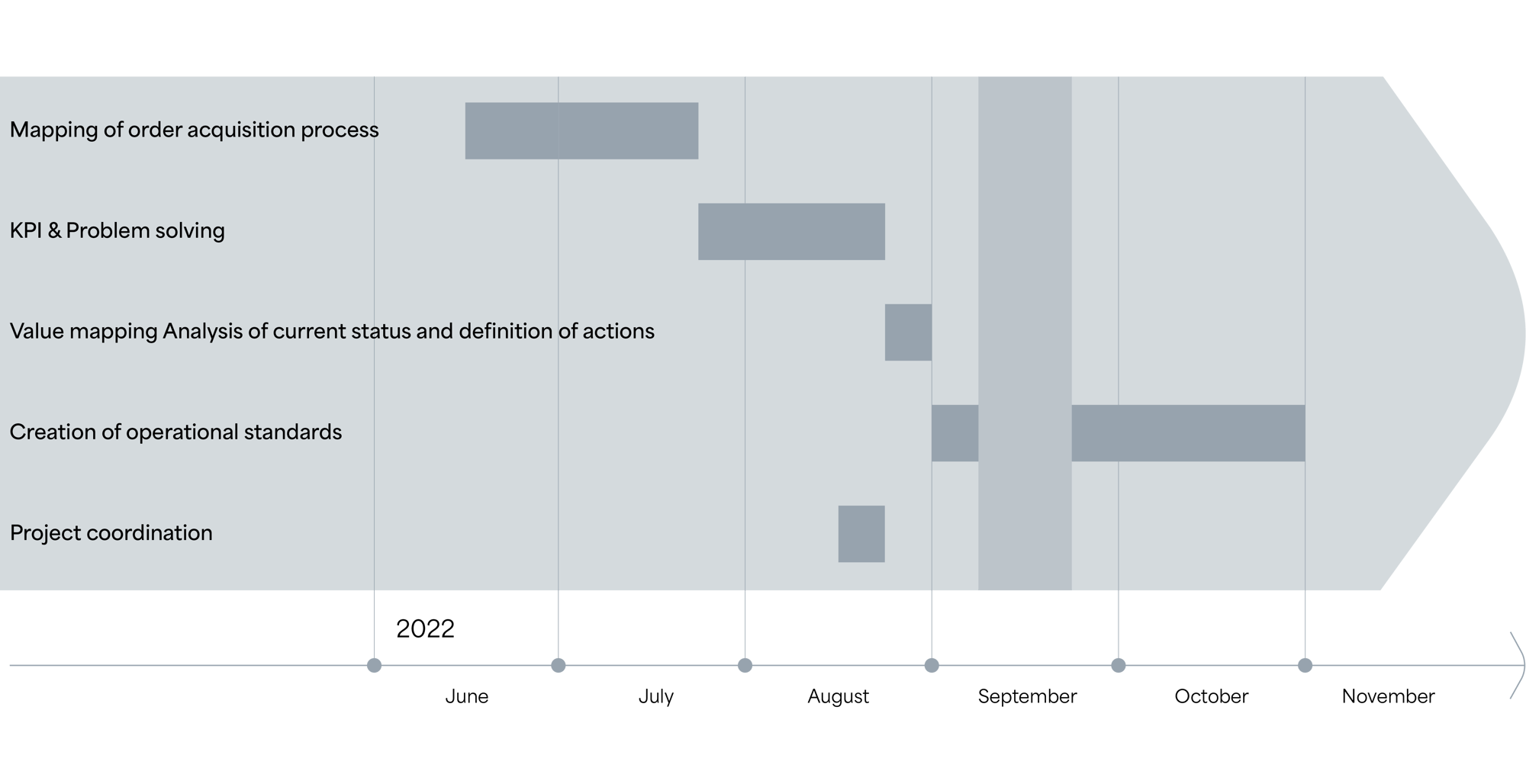
Lean Gap Analysis®
Pentru analizarea stării actuale a proceselor, echipa auxiell-SPF Chilò a folosit instrumentul Lean Gap Analysis®. În această primă fază, echipa a „fotografiat” starea curentă a procesului de vânzare, implicând întregul departament de vânzări și toată gama de produse, în vederea informatizării și standardizării procesului de vânzare, pentru a-l face măsurabil și controlabil.
Lean RoadMap®
Faza în care se planifică starea viitoare a procesului analizat din perspectiva mai multor scenarii. Odată ales scenariul cel mai corect din punct de vedere tehnic și economic, se trece la planificarea căii de urmat pentru realizarea acestuia. În Lean RoadMap® apar activitățile pe care trebuie să ne concentrăm și intervalul de timp în care trebuie să le finalizăm.


Lean Gap Analysis®
Faza indispensabilă pentru măsurarea și analiza proceselor actuale și pentru definirea diferențelor dintre starea actuală și cea dorită. În această primă fază, se realizează o "fotografie" a stării actuale a proceselor în ceea ce privește cuantificarea risipei, identificarea oricăror probleme și oportunități de îmbunătățire, precum și sincronizarea tuturor etapelor. O viziune clară asupra performanței procesului este necesară pentru a identifica cele mai corecte contramăsuri pentru a elimina cauza principală a problemei și pentru a planifica, cu o perspectivă de viitor, activitățile care trebuie realizate - și pe baza căror KPI-uri trebuie măsurate - pentru a-l face mai eficient.
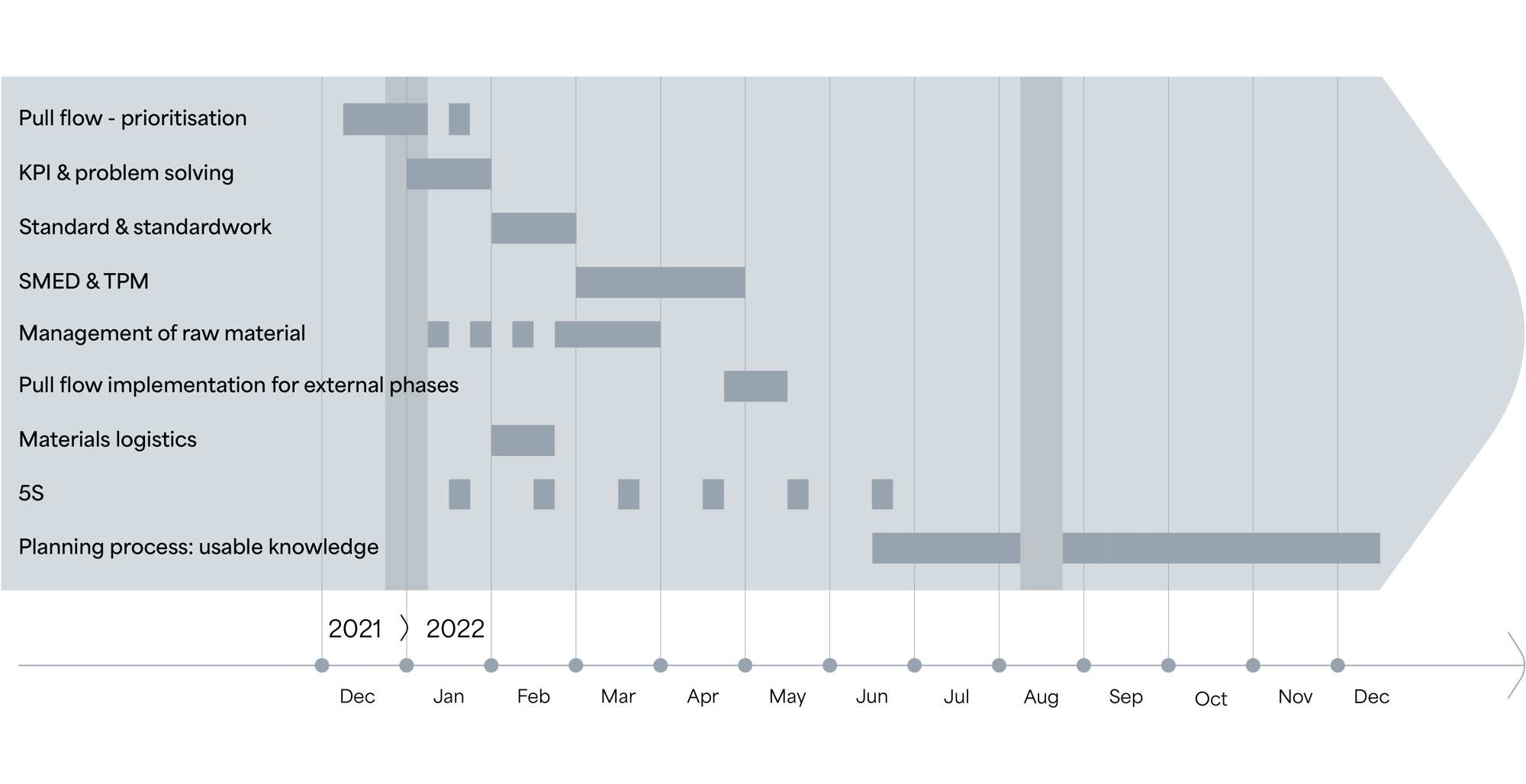
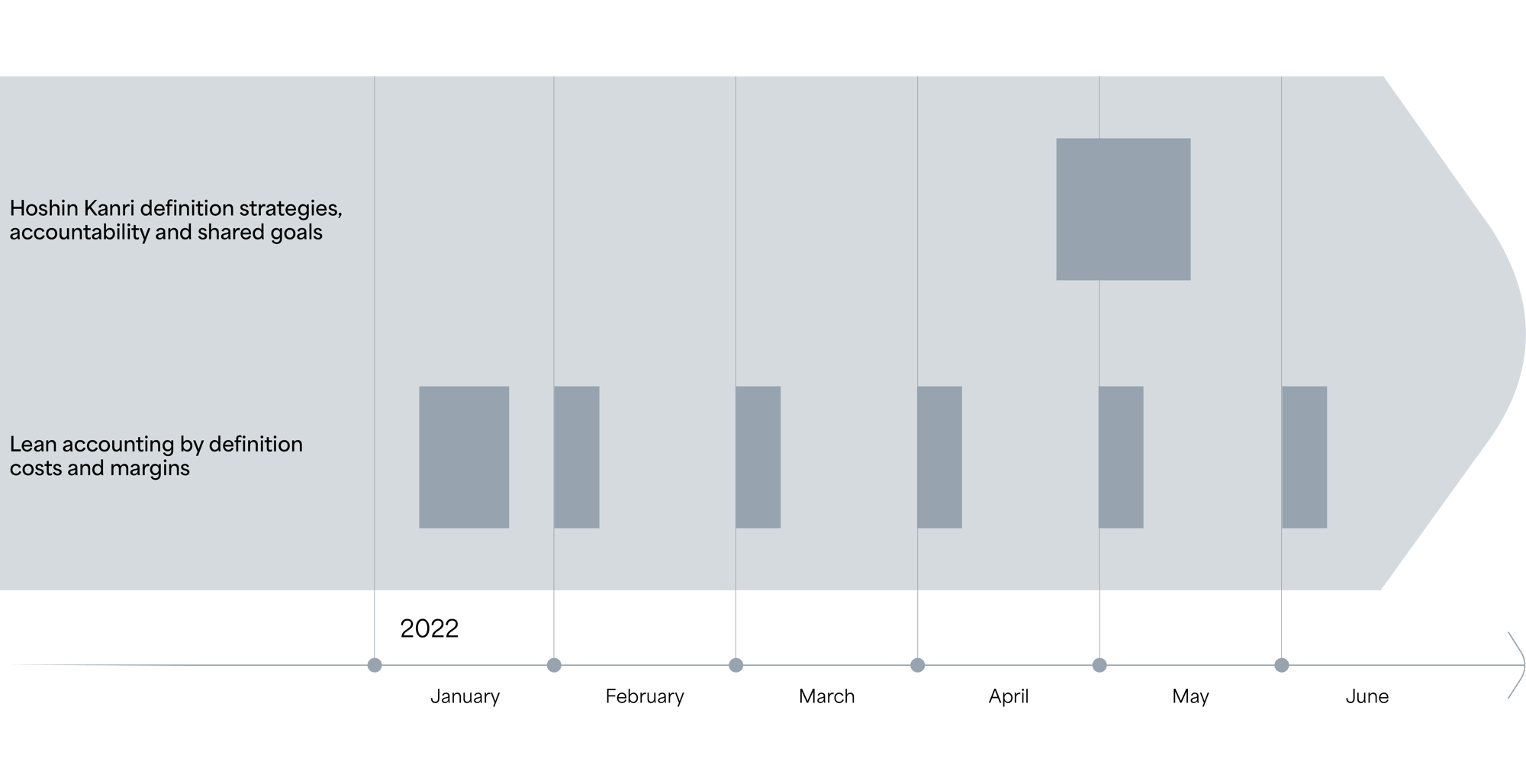
Lean RoadMap®
Fase in cui si progetta lo stato futuro del processo analizzato in ottica multiscenario. Una volta scelto lo scenario più corretto dal punto di vista tecnico-economico si passa alla pianificazione del percorso da intraprendere per realizzarlo. Nella Lean RoadMap® emergono le attività su cui focalizzarci e le tempisDupă ce am identificat gap-urile cu ajutorul Lean Gap Analysis®, am trecut la faza succesivă, adică la PLANIFICARE. Cu ajutorul instrumentului Lean RoadMap® am stabilit secvența de implementare a celor mai corecte tehnici lean care să ne permită să atingem obiectivele convenite cu echipa SPF Chilò. Instrumentul Lean RoadMap® identifică tehnicile și metodele aplicate în cursul proiectului. tiche con cui portarle a termine.





Experții noștri sunt la dispoziția ta, pentru a te susține în transformarea proceselor